
CO2自动焊接小车广泛应用于船舶、桥梁、机车、钢结构、石油化工等行业,适合多种焊接结构的焊接,如:加强筋板、肋板、交叉部位的焊接,箱型梁的焊接,等等。其主要优点有:
减少劳动强度,改善作业环境
提高工作效率,是手工焊的1.5倍
避免人为因素所造成的焊缝质量不良,一般地手工操作的不良率在20%左右,而采用自动焊接小车没有因此产生的焊接不良率
因此其综合效益,比手工焊提高近200%
自动化程度高,确保焊接质量的稳定性
不需要很熟练的技术工人
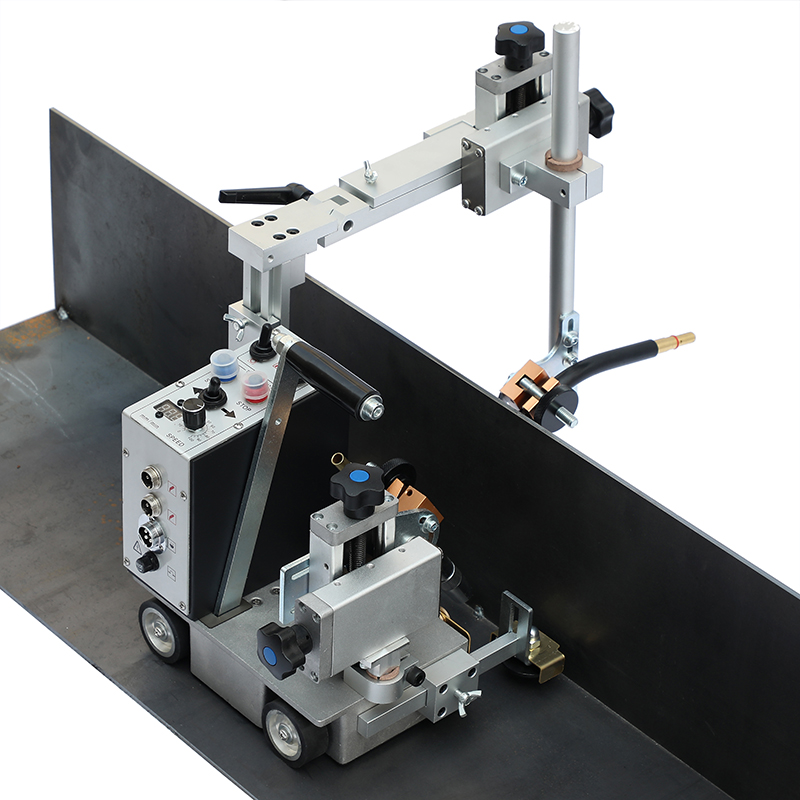
KA-H4双面角焊小车是为适应双面同时焊接而设计的,既可以对同一条焊缝进行双面焊接,也可以同时进行对称焊接以减少工件的变形量。
特点
(1)KA-H4是水平双面角焊自动装置
(2)小车两侧安装有自动停止感应器,焊接结束之后自动停止
(3)可以进行一面或双面焊接而且按照工件的高度调节小车的固定架高度,用途广泛
(4)使用进行两面同时焊接时可以避免一般单面焊接的变形
(5)移动和操作简单,非熟练工也可以进行焊接
适用环境
主要用于双面角焊

外形图

主要构成说明
① 本体部分 :X-Y 划块,感应器,手柄等附件组成
② 驱动部分:驱动小车部分的装置由橡胶轮,斜齿轮,链条,链轮,链轮齿等组成
③ 焊枪1调整滑块:调整焊枪1位置装置,焊接进行当中也可以用手柄上,下,左,右进行微调
④ 焊枪2调整滑块:调节焊枪2的位置
⑤ 焊枪固定架:固定焊枪的装置,为了检查及调整方便焊枪的设计制作采用可拆卸式。⑥ 导轮部分:沿着焊接工件行走,准确引导焊接部位
⑦ 控制箱:控制小车的所有动作的部分,详细内容参考控制面板操作方法
控制面板说明

① 行走开始开关:开关打开小车开始行走
② 行走停止开关:小车行走当中若按停止开关小车会停止所有动作
③ 行走方向选择开关:选择向左或者向右行走
④ 行走速度:调节小车行走速度旋钮,顺时针增大
⑤ No.1焊接/非焊接:No.1焊枪的焊接/非焊接选择开关,置于非焊接位置时按行走开关,小车只行走不焊接
⑥ No.2焊接/非焊接:No.2焊枪的焊接/非焊接选择开关,置于非焊接位置时按行走开关,小车只行走不焊接
主要技术参数
项目 | 内容 | 备注 | ||
小车
| 电源 | 24~220V | AC | |
大小 | 340×460×290 | L×W×H | ||
重量 | 11Kg | |||
驱动 | 四轮驱动 | 橡胶轮 | ||
行走速度 | 0~960㎜/min | 用刻度表示 | ||
焊枪调整范围
| 上下 | 40mm | ||
前后 | 40mm | |||
作业角调节范围 | ±45。 | |||
进行角调节范围 | 360。 | |||
控制箱 | 操作功能 | 电源灯 | ||
行走开始 | ||||
行走停止 | ||||
行走方向选择 | 左或者右 | |||
行走速度调节 | 顺时针增大 | |||
No.1焊接/非焊接选择 | ||||
No.2焊接/非焊接选择 | ||||
安装
(1)焊接时必要工具
1)进行焊接时必要工具是需要两台焊接电源和两台送丝装置;
2)需要行走用的控制焊接电源(AC24~ 360V);
3)需要焊接用CO2气罐两瓶;
4)CO2自动焊接用焊枪两把(辅助焊枪最好选用弯枪,送丝电缆要夹在焊枪电缆夹上);
5)其它必要工具。
(2)小车连接方法
1)焊枪端口连接在送丝机上
2)从两把焊枪出来的焊枪开关各自连接在小车的控制面板的2P端口
3)控制电源线接在小车的控制面板的3P端口
4)控制电源连接线接在AC 24~360V
以下是接线图:
