
CO2自动焊接小车广泛应用于船舶、桥梁、机车、钢结构、石油化工等行业,适合多种焊接结构的焊接,如:加强筋板、肋板、交叉部位的焊接,箱型梁的焊接,等等。其主要优点有:
减少劳动强度,改善作业环境
提高工作效率,是手工焊的1.5倍
避免人为因素所造成的焊缝质量不良,一般地手工操作的不良率在20%左右,而采用自动焊接小车没有因此产生的焊接不良率
因此其综合效益,比手工焊提高近200%
自动化程度高,确保焊接质量的稳定性
不需要很熟练的技术工人
U型件双面焊接自动小车,针对U型件与平板的搭接而设计。工作时,小车在U型件平面上行走,用两把焊枪同时进行焊接,既提高了工作效率,也可以减少焊接变形。
特点
1)小车适用于U型加强件的双面连续焊接(角接、搭接)。装有两把焊枪,由同一个控制面板控制,两把焊枪最好采用相同的焊接规范。
2) 不需要轨道行走,设置简单。
3) 采用机械式跟踪系统。在U型件的壁面和平板上都有带弹簧伸缩机构的导向轮,可以很灵活的跟踪焊缝。
4) 小车底部前后装有光电感应器,可以使小车焊接到U型加强件的末端时能自动停止,便于工人同时操作多台设备。
5) 小车可以在倾斜度小于20°大于10°的面上行走。
6) 更换焊枪夹具,可以换成水冷式和气冷式焊枪使用。
7) 可以根据不同U型加强件的尺寸定制小车。
8)装有永久磁铁,和导向轮配合工作更好的保证焊枪沿着焊缝行走。
适用环境
适用于U形件的搭接和角接

外形图



主要构件说明
本体组件:驱动部分、X-Y滑块、焊枪把手、控制箱、控制面板和导向轮等附件组成
(1)驱动部分:小车行走的动力装置,由四个橡胶轮和斜齿轮,链条,链轮组成
(2)X-Y 滑块部分:调节焊枪位置的装置,焊接进行当中可以进行上下左右等微调。两把焊枪各自分别调节。
(3)焊枪夹具:焊枪的夹持装置,可以调节焊枪的角度。
(4)导向轮:引导小车沿焊接线行走的装置。在水平方向和垂直方向各有两对带弹簧伸缩功能的导向机构,使小车行走中能根据工件实际情况进行调节。
(5)控制箱;可以调节小车的所有动作,两把焊枪统一控制。详细内容参考控制面板操作方法。
(6)光电感应停止开关:当焊接到工件末端时可以产生感应使小车停止工作。
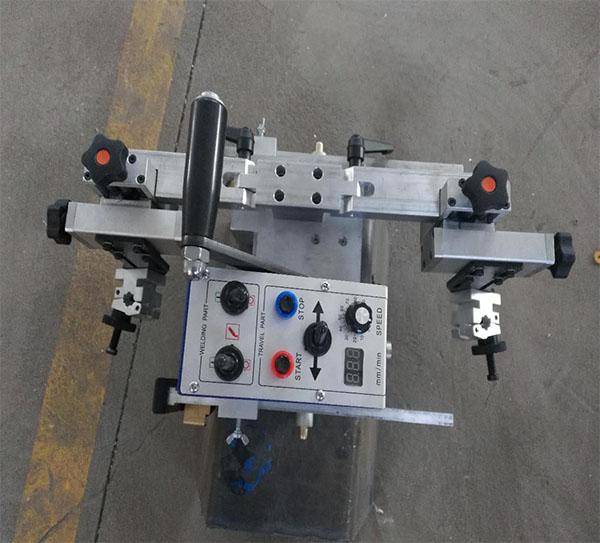
控制面板说明

电源指示灯:电源接通后灯亮表示有电;
焊接/非焊接 选择开关:焊枪的焊接/非焊接选择开关
选到非焊接之后按行走开关时不进行焊接只有小车行走
行走方向选择开关:选择左或右方向的开关
行走开始:按下行走按钮,小车开始行走。
行走停止:小车行进当中若按停止按钮,小车会停止所有动作
行走速度:顺时针旋转速度增大
主要技术参数
项目 | 备注 | |
小车 | 行走方式 | 四轮驱动 |
规格 | 320 ×270 × 270 | |
适用 | U型加强件 | |
焊枪调整范围 | 水平:65㎜,垂直:65㎜。 焊枪进行角:±150;焊枪操作角:±450。 | |
跟踪焊缝 | 导向轮贴着壁面和底板面行走。 | |
重量 | 13㎏ | |
控制箱 | 操作功能 | 行走速度调整功能:0~1200mm/min. |
可以同时用两把焊枪,也可以只用一把。 | ||
开始,停止功能 | ||
使用电源 | AC 220 | |
安装
(1)焊接时必要工具
1)进行焊接时必要工具是需要两台焊接电源和两台送丝装置;
为了获得相同的焊接质量,两套装置必须采用同样的焊丝和同样的焊接规范;
2)需要行走用的控制焊接电源(AC 220V);
3)需要焊接用CO2气罐两瓶;
4)CO2自动焊接用焊枪两把(最好用弯枪);
5)其它必要工具。
(2)小车连接方法
1)焊枪端口连接在送丝机上
2)从两把焊枪出来的焊枪开关各自连接在小车的控制面板的2P端口
3)控制电源线接在小车的控制面板的3P端口
4)控制电源连接线接在AC 220
以下是接线图:
