
CO2自动焊接小车广泛应用于船舶、桥梁、机车、钢结构、石油化工等行业,适合多种焊接结构的焊接,如:加强筋板、肋板、交叉部位的焊接,箱型梁的焊接,等等。其主要优点有:
减少劳动强度,改善作业环境
提高工作效率,是手工焊的1.5倍
避免人为因素所造成的焊缝质量不良,一般地手工操作的不良率在20%左右,而采用自动焊接小车没有因此产生的焊接不良率
因此其综合效益,比手工焊提高近200%
自动化程度高,确保焊接质量的稳定性
不需要很熟练的技术工人
KA-C1是采用齿轮齿条驱动方式的水平轨道行走型焊接装备,广泛应用于平对接焊和角接焊。通过调整焊枪夹具和角度,也可以进行其他方式的焊接,如横焊和垂直向下焊。小车行走本体和控制面板合为一体,可以在轨道上边行走边焊接。轨道用磁铁吸合在工件上,安装和拆卸都很方便。体积小、重量轻,移动和使用非常方便。
特点
(1)KA-C1是适用于平焊、横焊的自动焊接装置。
(2)采用轨道行走方式,可以在箱型面上进行焊接。
(3)体积小,重量轻,移动和安装都很简便,非熟练工也可以进行焊接。
(4)小车行走轨道采用磁铁吸附式,小车不会脱离焊接线,轨道使用简便。其基本长度为1.5m ,可以根据用户需要加长。
适用环境

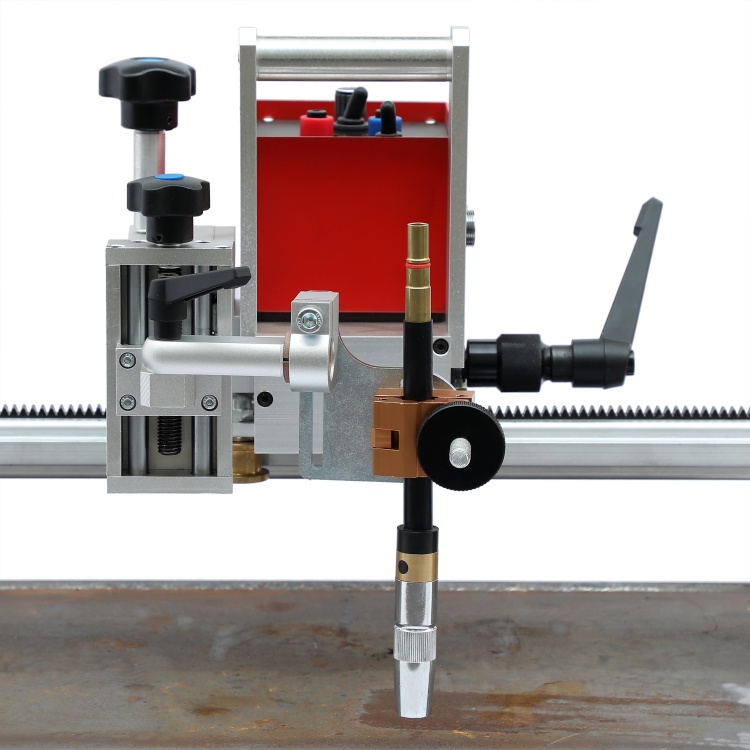
外形图及主要构成说明

① 快速回程手柄:手柄松开小车快速升降
② 轨道轮:使小车顺着轨道行走
③ 控制面板:调整小车的所有功能的部分,详细内容参考控制面板作方法
④ 焊枪夹:夹紧焊枪并带动焊枪移动
⑤ X-Y滑块:调整焊枪位置的装置,焊接进行当中可以用手柄上,下,左,右调整
⑥ 电机:小车行走驱动装置
控制面板说明

① 电源灯:电源接通后灯亮表示有电
② 电流调节旋钮:调节焊接电流的大小
③ 焊接/非焊接选择开关:开关非焊接位置时小车只行走不焊接
④ 行走开始开关:开关打开小车开始行走
⑤ 手动送丝开关:按此开关开始送丝
⑥ 电源控制开关:打开此开关电源接通
⑦ 电压调节旋钮:调节焊接电压的大小
⑧ 行走方向选择:选择向左或者向右行走的开关
⑨ 行走停止:小车行走当中若按停止开关小车会停止所有动作
⑩ 行走速度调节旋钮:调节小车行走速度
主要技术参数
项目 | 内容 | |
电源 | AC 220V | |
外形尺寸 | 490×340×210(L×W×H) | |
重量 | 8kg | |
驱动方法 | 齿轮齿条 | |
行走速度 | 0~1040mm/min | |
焊枪参数
| 上/下 | 55mm |
左/右 | 120mm | |
前后 | 55mm | |
操作角调节范围 | 360° | |
操作功能 | 电源灯 | |
电源开关 | AC 220V | |
行走开始 | ||
行走停止 | ||
行走速度 | 0~1040mm/min | |
方向选择 | 向左或者向右 | |
轨道 | 安装方法 | 磁吸式 |
材料 | AL6N01 | |
重量 | 6Kg(包括磁铁) | |
尺寸 | 42×29.3 ×1500(W×H×L) | |
安装
(1)安装条件:
1. 进行焊接必要的工具是焊接电源和送丝机装置;
2. KA-C1的行走及控制用焊接电源(AC 220V);
3. 焊接用CO2气罐;
4. CO2自动焊接用直焊枪;
5. 其它必要作业的基本工具;
(2)系统连接方式
1. 安装轨道,轨道的安装必须保证小车的焊接方向与焊缝平行
2. 安装小车,用安装手柄把小车的轨道轮卡在轨道上
3. 送丝盘上安装焊丝并拉到焊枪端部
4. 焊枪端口连接在送丝机上
5. 控制电源连接线接在小车的控制面板的8P端口
6. 控制电源连接线接在AC 220
以下是接线示意图:
